What’s Good and Bad about Failure Mode and Effects Analysis (FMEA) – Template Included
Eldon Kao

Picture taken by me in Hawaii 2015
Failure Mode and Effects Analysis (FMEA) is a great tool for improving system reliability and reducing incidents of defects within a process. During the DMAIC process the FMEA can be employed to refine the focus of a six sigma project, rank contributing factors to root causes, and to identify corrective and preventive actions. The idea is to create a list of process steps and determine all potential failure modes associated with that step. These are then ranked in terms of Severity, Occurrence, and Detection which are multiplied to represent the Risk Priority Number (RPN). The resulting RPN is then used to prioritize efforts in regards to which problems to solve. The key to optimizing the use of any tool is to be aware its benefits and limitations. So here are a few in regards to FMEA:
The Good
The FMEA is a simple and versatile tool. With the right team, it is an effective approach to identifying critical failure points and developing strategies for process improvement. The tool is straight forward and does not require a lot of training in order to use. With regular updating, the FMEA can be used as an ongoing list of potential items for continuous process improvements.
The Bad
While the purpose of the RPN formula is to aid in prioritization, this post by Donald J. Wheeler details problems with RPN numbers. Due to the effect of multiplication of Severity (S), Occurrence (O), and Detection (D), there are many scenarios where different rankings of these categories will yield the same RPN. Furthermore, although the potential RPN value can span from 1 to 1000, there are only 120 possible values.
Another limitation of RPN calculation is that there is a possibility of risk reversals where high risk items are ranked below low risk items. This could occur when there are events that have low severity but are hard to detect compared with high severity items that are easier to detect.
Consider the following regarding a beverage bottling operation:
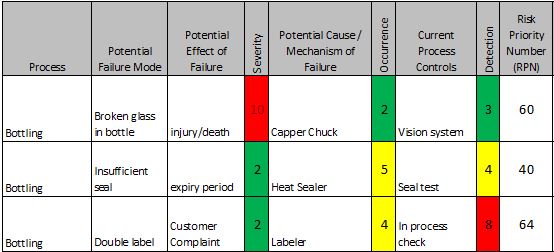
The RPN in this example places occurrence of double label above broken glass. You may or may not agree with this RPN result.
Given the limitations of the RPN calculation, you should use caution and critical thinking when completing the FMEA. The FMEA is a great tool to provide some direction but needn’t be the ultimate indicator of priority level.
You can read a bit more into how to use the FMEA by downloading the template that I have included above. There you will find some brief instructions into how to fill out the table.
Discussion
How has FMEA helped your Six Sigma Projects? What other tips do you have for use of FMEA?